









Nozzle asupan bubuk
1. Nozzle asupan bubuk koaksial tilu arah/opat arah: bubuk langsung dikaluarkeun tina tilu arah/opat arah, konvergen dina hiji titik, titik konvergensina leutik, arah bubuk kirang kapangaruhan ku gravitasi, sareng arahna saé, cocog pikeun Restorasi laser tilu diménsi sareng percetakan 3D.
2. Nozzle asupan bubuk koaksial annular: Bubuk diasupkeun ku tilu atanapi opat saluran, sareng saatos perlakuan homogenisasi internal, bubuk dikaluarkeun dina cincin sareng konvergen. Titik konvergensi relatif ageung, tapi langkung seragam, sareng langkung cocog pikeun peleburan laser kalayan bintik-bintik ageung. Éta cocog pikeun palapis laser kalayan sudut inklinasi dina 30°.
3. Nozzle asupan bubuk sisi: struktur basajan, biaya murah, pamasangan sareng pangaturan anu merenah; jarak antara outlet bubuk jauh, sareng kontrol bubuk sareng cahaya langkung saé. Nanging, sinar laser sareng input bubuk henteu simetris, sareng arah scanning terbatas, janten henteu tiasa ngahasilkeun lapisan cladding seragam dina arah naon waé, janten henteu cocog pikeun cladding 3D.
4. Nozzle asupan bubuk bentuk batang: bubuk diasupkeun dina dua sisi, saatos perlakuan homogenisasi ku modul kaluaran bubuk, bubuk bentuk batang dikaluarkeun, teras ngumpul di hiji tempat pikeun ngabentuk titik bubuk bentuk belang 16mm * 3mm (tiasa disaluyukeun), sareng kombinasi titik bentuk belang anu saluyu tiasa ngawujudkeun perbaikan permukaan laser format ageung sareng ningkatkeun efisiensi sacara signifikan.
Pangeusi bubuk
Parameter utama pangumpan bubuk laras ganda
Modél pangumpan bubuk: EMP-PF-2-1
Silinder tuang bubuk: tuang bubuk silinder ganda, tiasa dikontrol mandiri PLC
Modeu kontrol: saklar gancang antara modeu debugging sareng produksi
Diménsi: 600mmX500mmX1450mm (panjang, lébar sareng jangkungna)
Tegangan: 220VAC, 50HZ;
Kakuatan: ≤1kw
Ukuran partikel bubuk anu tiasa dikirim: 20-200μm
Kecepatan cakram tuang bubuk: pangaturan kecepatan stepless 0-20 rpm;
Akurasi pangulangan tuang bubuk: <±2%;
Sumber gas anu diperyogikeun: Nitrogén/Argon
Anu sanésna: Antarbeungeut operasi tiasa disaluyukeun numutkeun sarat


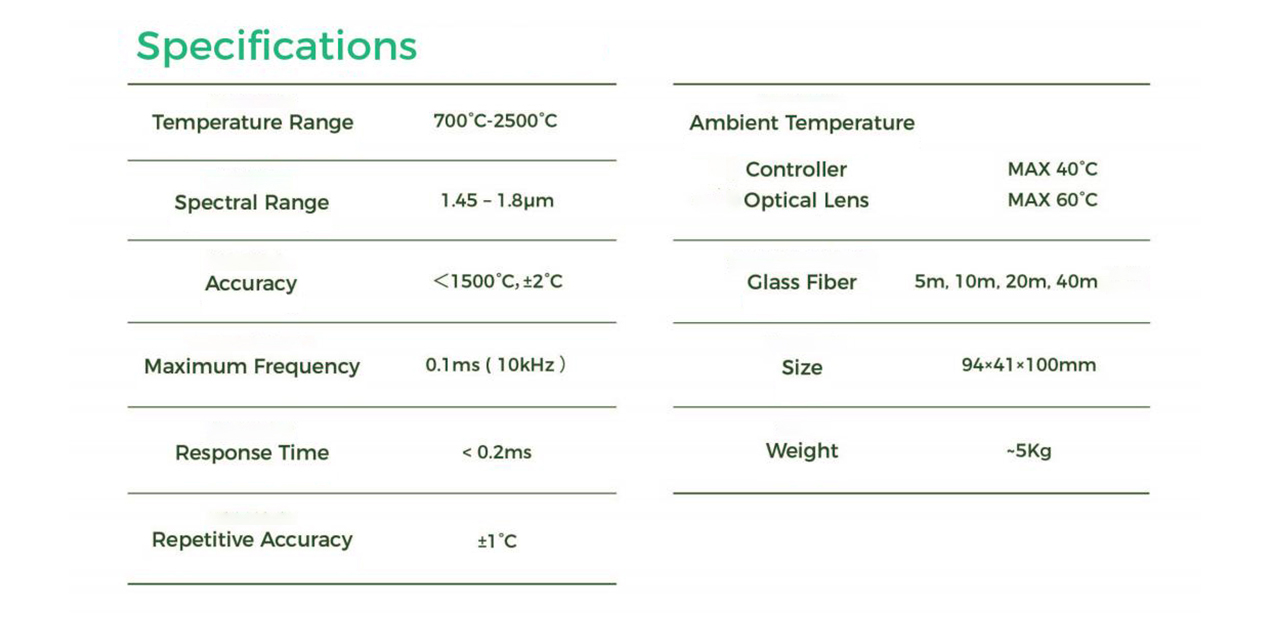
Pirométer Laser
Kontrol suhu loop tertutup, sapertos quenching laser, cladding sareng perlakuan permukaan, tiasa ngajaga suhu pengerasan ujung, tonjolan atanapi liang sacara akurat.
Kisaran suhu uji nyaéta ti 700℃ dugi ka 2500℃.
Kontrol loop katutup, dugi ka 10kHz.
Paket perangkat lunak anu kuat pikeun
setelan prosés, visualisasi, sareng
panyimpenan data.
Terminal l/O industri kalayan 24V digital sareng analog 0-10V l/O pikeun jalur otomatisasi
integrasi sareng sambungan laser.
Kaunggulan palapis laser


Aplikasi Laser Cladding
●Dina industri otomotif, sapertos klep mesin, alur silinder, gir, korsi klep knalpot sareng sababaraha bagian anu meryogikeun résistansi aus, résistansi panas sareng résistansi korosi anu luhur;
●Dina industri aerospace, sababaraha bubuk paduan dilapisi dina permukaan paduan titanium pikeun ngarengsekeun masalah paduan titanium. Kakurangan koefisien gesekan anu ageung sareng résistansi aus anu goréng;
●Saatos permukaan kapang dina industri kapang dirawat ku palapis laser, karasana permukaan, résistansi maké, sareng résistansi suhu luhurna ningkat sacara signifikan;
●Aplikasi palapis laser pikeun gulungan dina industri baja parantos janten umum pisan.
paraméter
Prinsip kerja palapis laser
Ku cara nambahkeun bahan palapis kana beungeut substrat sareng nganggo sinar laser kapadetan énergi anu luhur pikeun ngahijikeunana sareng lapisan ipis dina beungeut substrat, lapisan palapis anu kabeungkeut sacara metalurgi kabentuk dina beungeut substrat.
Urang kedah terang
Upami anjeun hoyong terang naha palapis laser cocog pikeun anjeun, anjeun kedah nyarioskeun hal-hal ieu:
1. Bahan naon anu janten produk anjeun; bahan naon anu peryogi palapis;
2. Wangun sareng ukuran produkna, langkung saé upami nyayogikeun poto;
3. Sarat pamrosésan khusus anjeun: posisi pamrosésan, lébar, ketebalan, sareng kinerja produk saatos diprosés;
4. Perlu efisiensi pamrosésan;
5. Sabaraha sarat biayana?
6. Jenis laser (serat optik atanapi semikonduktor), sabaraha kakuatan, sareng ukuran fokus anu dipikahoyong; naha éta robot pendukung atanapi mesin perkakas;
7. Naha anjeun wawuh sareng prosés palapis laser sareng naha anjeun peryogi dukungan téknis;
8. Naha aya sarat anu pasti pikeun beurat sirah palapis laser (utamina beban robot kedah dipertimbangkeun nalika ngadukung robot);
9. Sabaraha lami waktos pangiriman anu diperyogikeun?
10. Naha anjeun peryogi bukti (bukti dukungan)







